FEA Consulting Services: Transmissions, Gearboxes and Drive Train Components
Analysis
FEA
Objective
Predictive Engineering has done over 650+ FEA simulation projects in its 20+ years in business. Our experience allows us to build FEA models quickly and correctly.
This case study presents a few of our more interesting FEA consulting service projects that we have done on transmission, gearbox and drive train components over the last several years. Most of the work involves nonlinear contact, bolt preload and detailed stress and vibration analysis toward durability analysis of the components.
FEA simulattions discussed are:
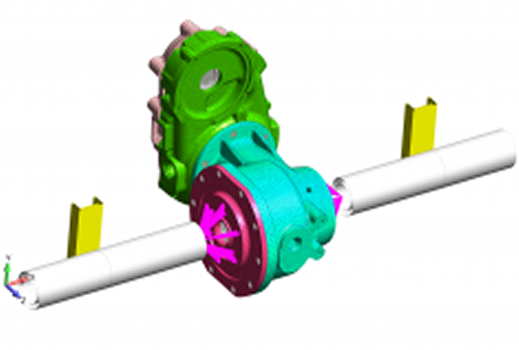
- Heavy-Duty Electric Utility Vehicle Gearbox and Differential Housing
- Dual-Cylinder Motorcycle Engine Gearbox and Housing
- Transmission analysis of dual-shaft 3,000 HP gearbox
- Transmission Shifting Mechanisms
- Hydraulic Variable Speed Transmission Housing Analyses
- Large-Scale Gearbox for Off-Shore Drilling Platform Winch
PDF Download
Video Summary of our FEA Consulting Projects on Transmissions, Gearboxs, Hydraulic Variable Speed Housings and Drive Train Components
.")




